

Viimasel päeval on mõned kliendid segaduses, kuidas õlletehast ehitada ning milline on õlletehase ehitamise protsess ja protseduur, nüüd räägime teile, kuidas seda ehitada.
1. osa: Mida me õlletehase ehitamiseks teeme?
Projekti jõudluse töötlemine
Kinnitage pruulimise taotlus
Esiteks kinnitame teie õlletehase kohta rohkem üksikasju, nagu õlletüüp, õlletehase partii päevas või kellaajal, õlleplato, käärimisperiood, õlletehase kõrgus jne.
Järgmiseks teeme teile ettepaneku vastavalt teie kinnitusele ja andmetele.Lepingu sõlmime pärast seda, kui mõlemad on koostöötingimustes kokku leppinud ja enne tingimusi uuesti kinnitanud ettepaneku, hinna, paigutuse, valmistamise protsessi.
1.3 Ettevalmistustööd enne tootmist
Kontrollige uuesti kõiki ettepanekuid, paigutust, vooskeemi ja kinnitage õlletehase seadmete üksikasjad.
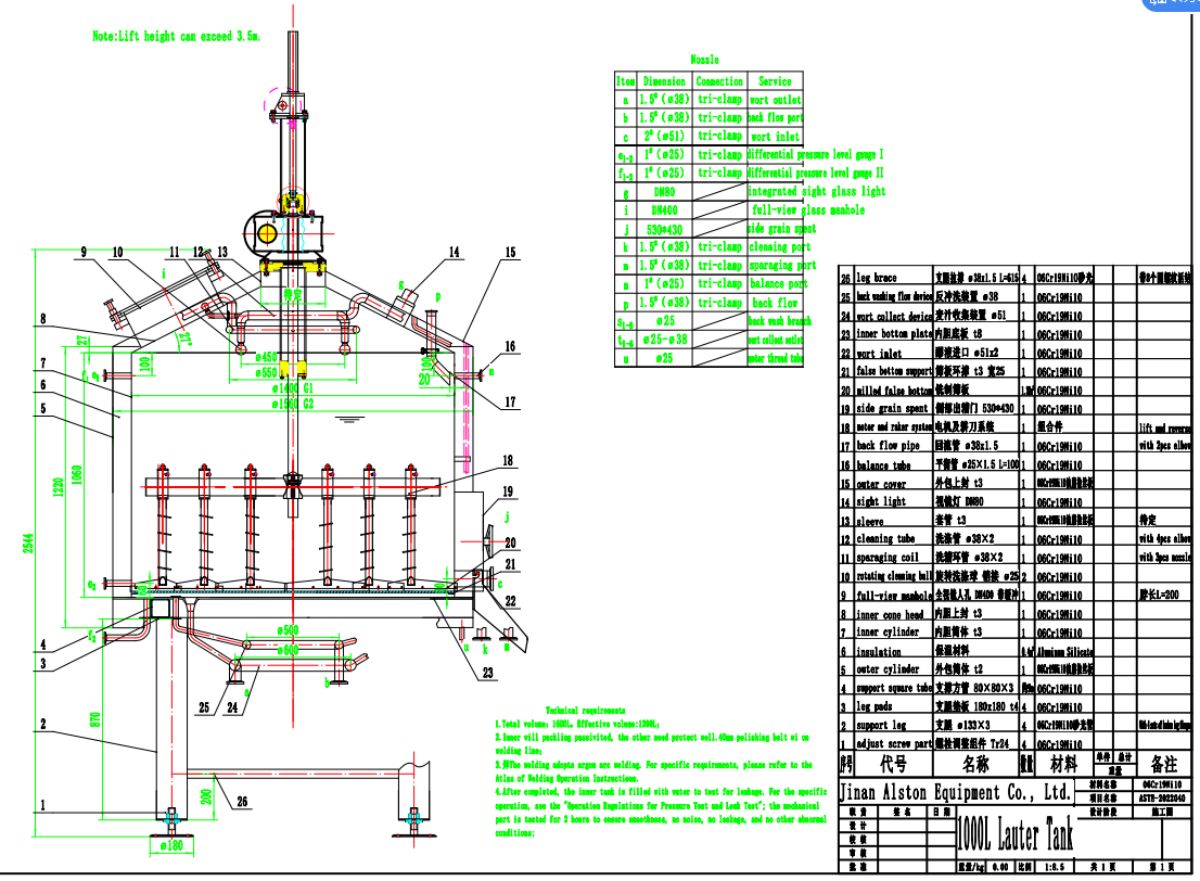
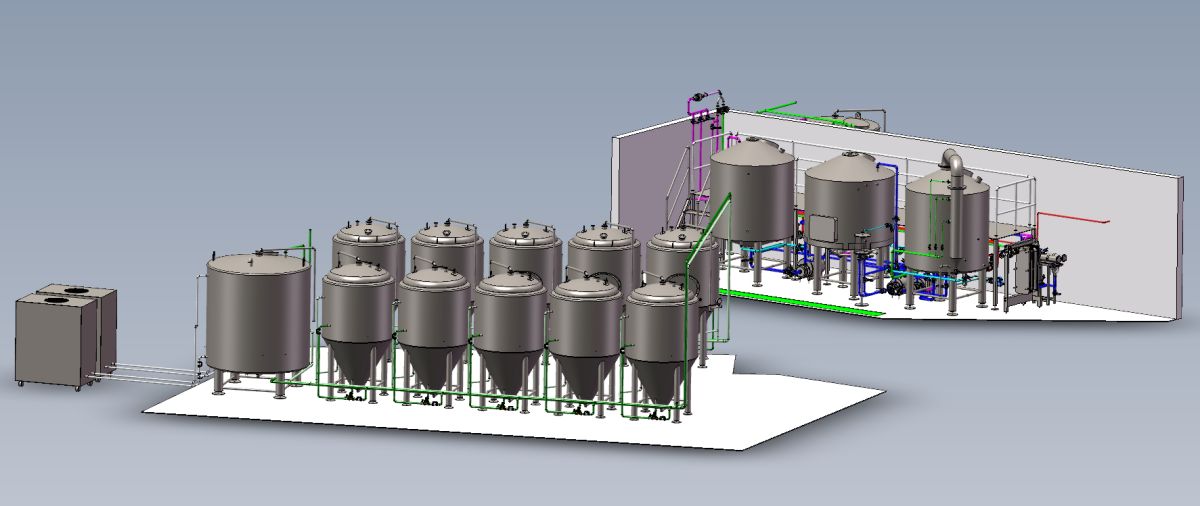
Ja paagi joonis ja 3D õlletehase mudel tehakse ja saate kinnitada, näete, kuidas teie pruulimine välja näeb.
1.4 Materjali ettevalmistamine
Raammaterjalide broneerimine: broneerime esmalt toormaterjali ja tassi pea vastavalt kinnitatud paagi joonisele ning broneeritakse muud lisaseadmed, nagu mootor, pump, jahutid, kuna need esemed vajavad UL-sertifikaati, mis võtab kauem aega.
Kui materjal on meie tehasesse jõudnud ja tootmiseks valmis, saadame teile oma materjalilehe ja näete materjali koostist, paksust, standardit jne.
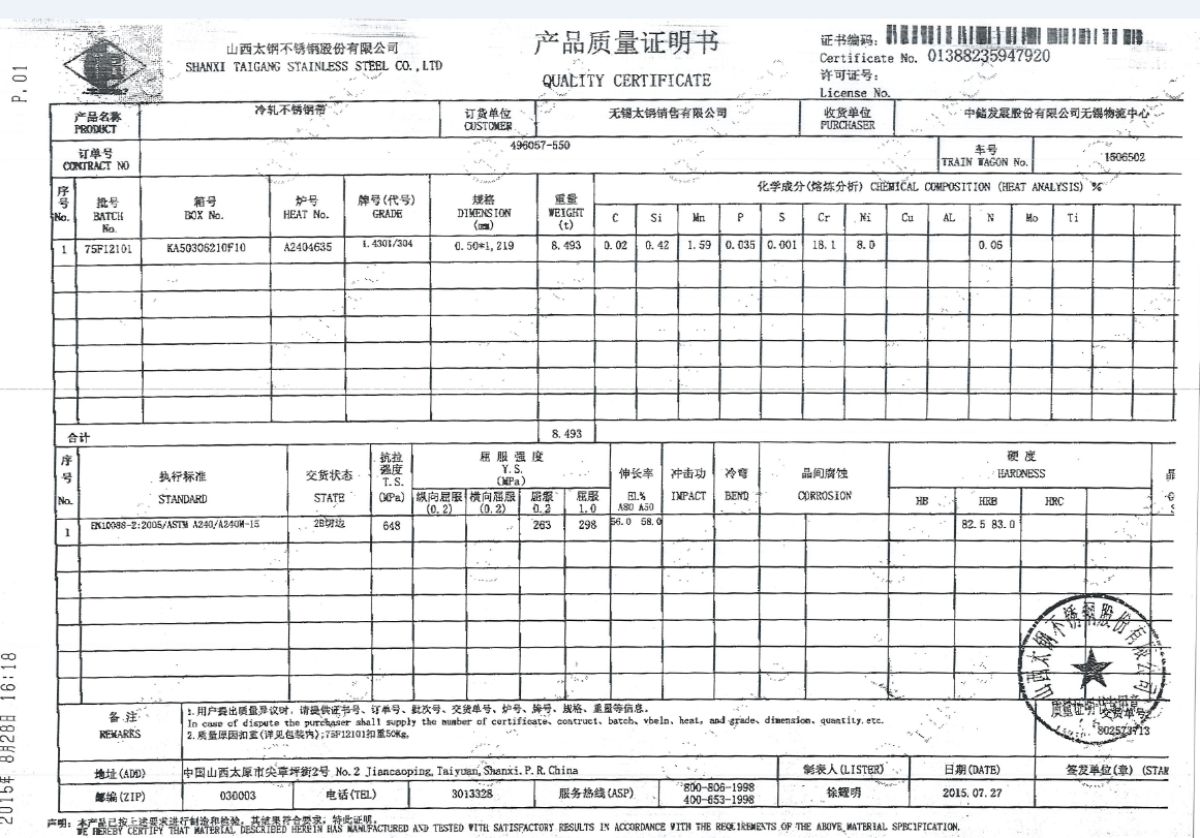
(SS-plaadi kvaliteedisertifikaat võrdluseks.)
1.5 Tootmise alustamine
-Materjali lõikamine: Laserlõikus, täpne lõikamine, lame serv ilma jäsemeteta.
-Lekkmetall: plaatide töötlemine ja muud protsessid vastavalt tootmisele.
- Kokkupanek: koonuse ja silindri kokku keevitamine, jahutussärg, jalad ja muu.
Keevitus kasutab TIG-keevitusviisi, millel on parem õhutihedus ja mis võib surveanuma keevitamise ajal vähendada keevisõmbluse poorsust.
- Poleerimine: sisepinda töödeldakse mehaanilise poleerimisega ja parema ülevaate saamiseks poleeritakse keevitusjoon lindiks.Pärast seda töödeldakse paagi sisemist tahke pakkimispassitsiooniga, sisepinna karedus on 0,4 um.
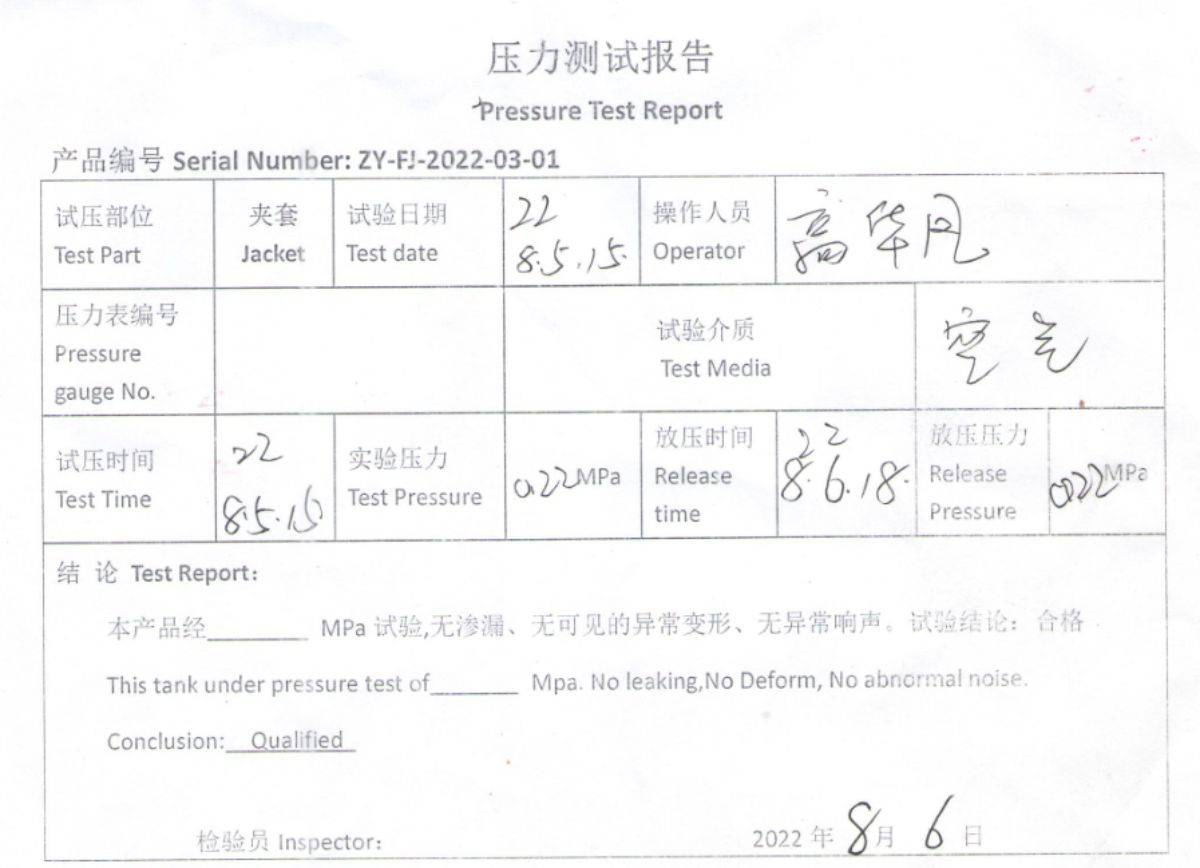
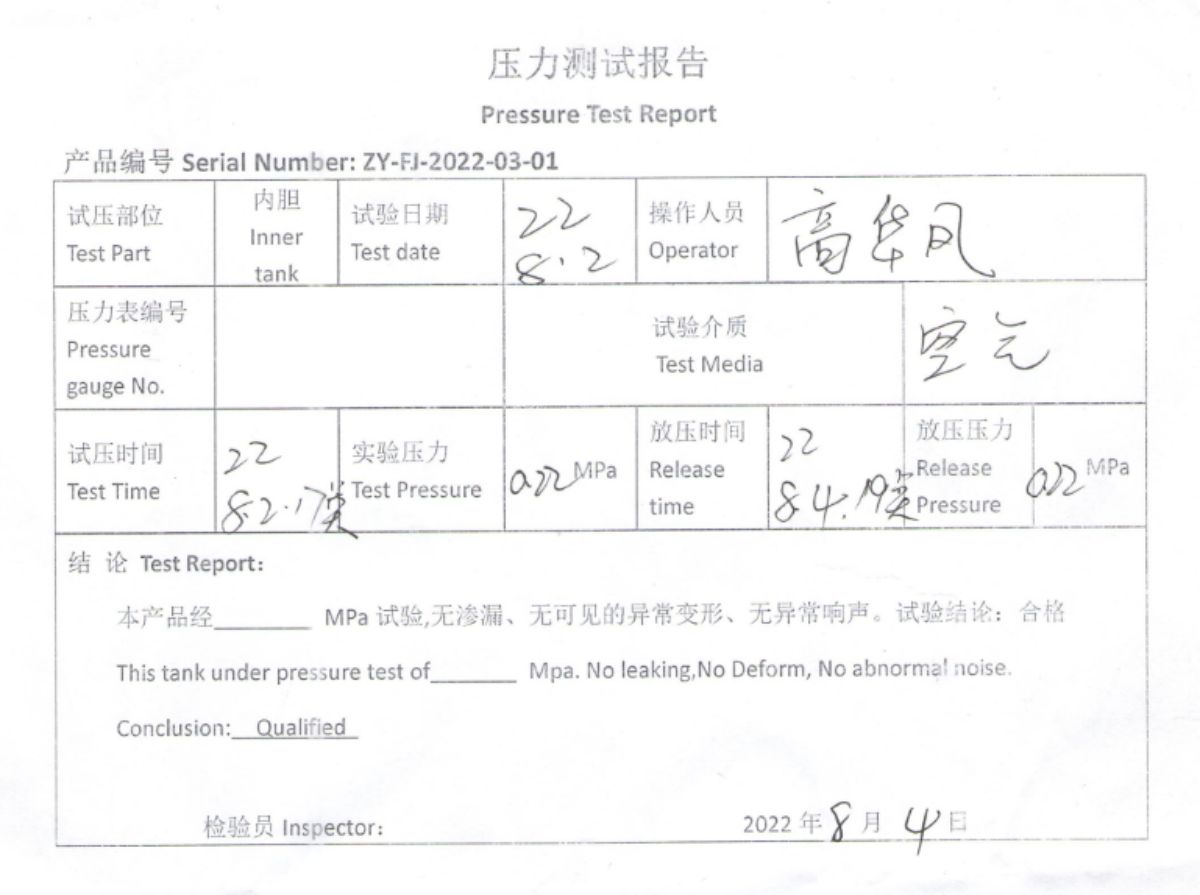
-Rõhu testimine: pärast lõpetamist testitakse silindrit ja ümbrist hüdrauliliselt.Sisepaagi katserõhk on 0,2–0,25 MPa ja süvendkatte katserõhk on 0,2 MPa.
-Tootmise kontrollimine: seda kontrollitakse pärast iga protsessi lõppu ja järgmise protsessi jaoks on protsessi ringluskaart.Pärast paakide valmimist kontrollib meie inspektor lõpuks üksikasju ja teavitab meie montaažitöökoda järgmise sammu tegemiseks.
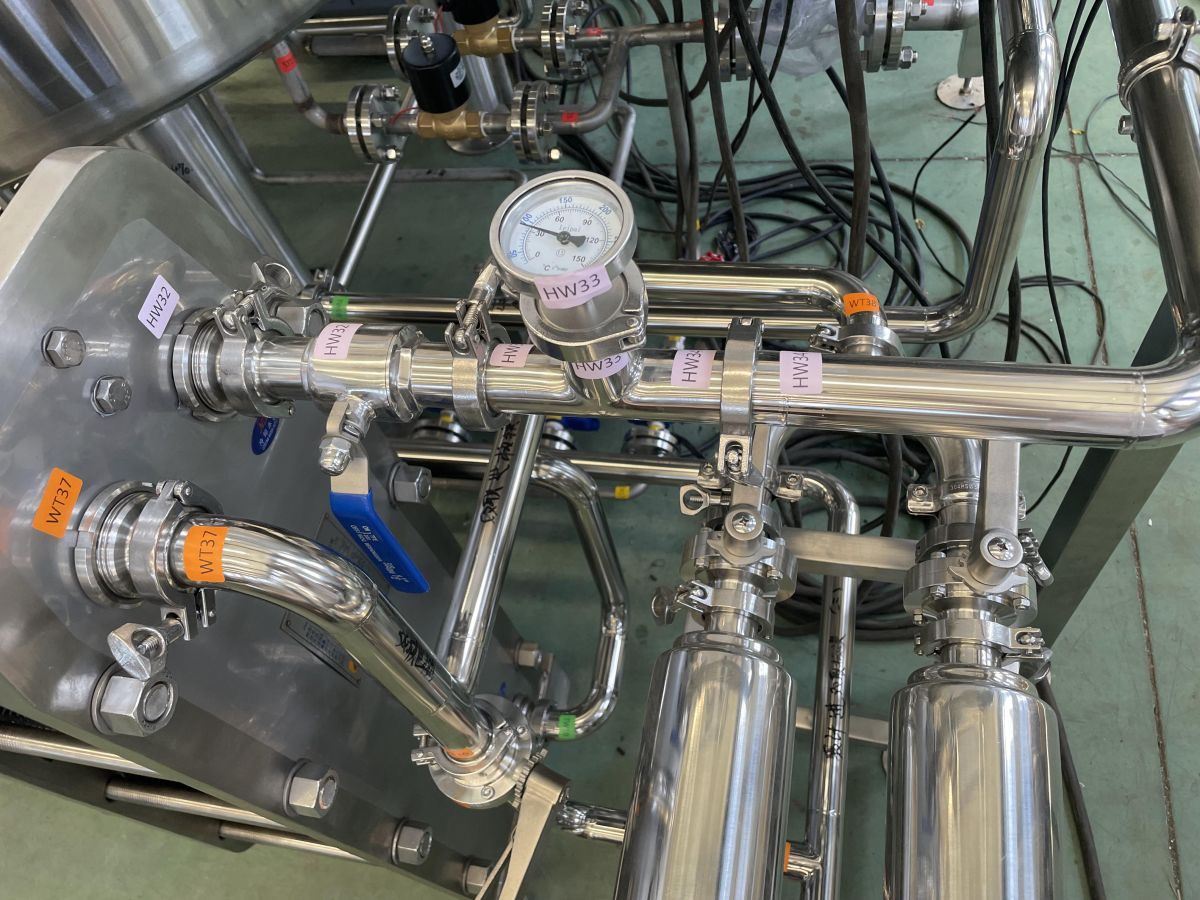
- Torujuhtme kokkupanek: Õlletehase torustikud ühendatakse vastavalt pruulimise vooskeemile ja me võtame pruulimisel arvesse torujuhet, kui see on mugav, ja glükooli torujuhtmeid, mis on samuti vastavalt paigutusele eelmonteeritud.
-Silumine: ühendame vee ja elektri, et õlletehas meie tehases töötaks.
Siin on silumisvideo, mida tegime enne oma süsteemi testimist.Pls kontrollige seda:https://www.youtube.com/watch?v=wCud-bPueu0
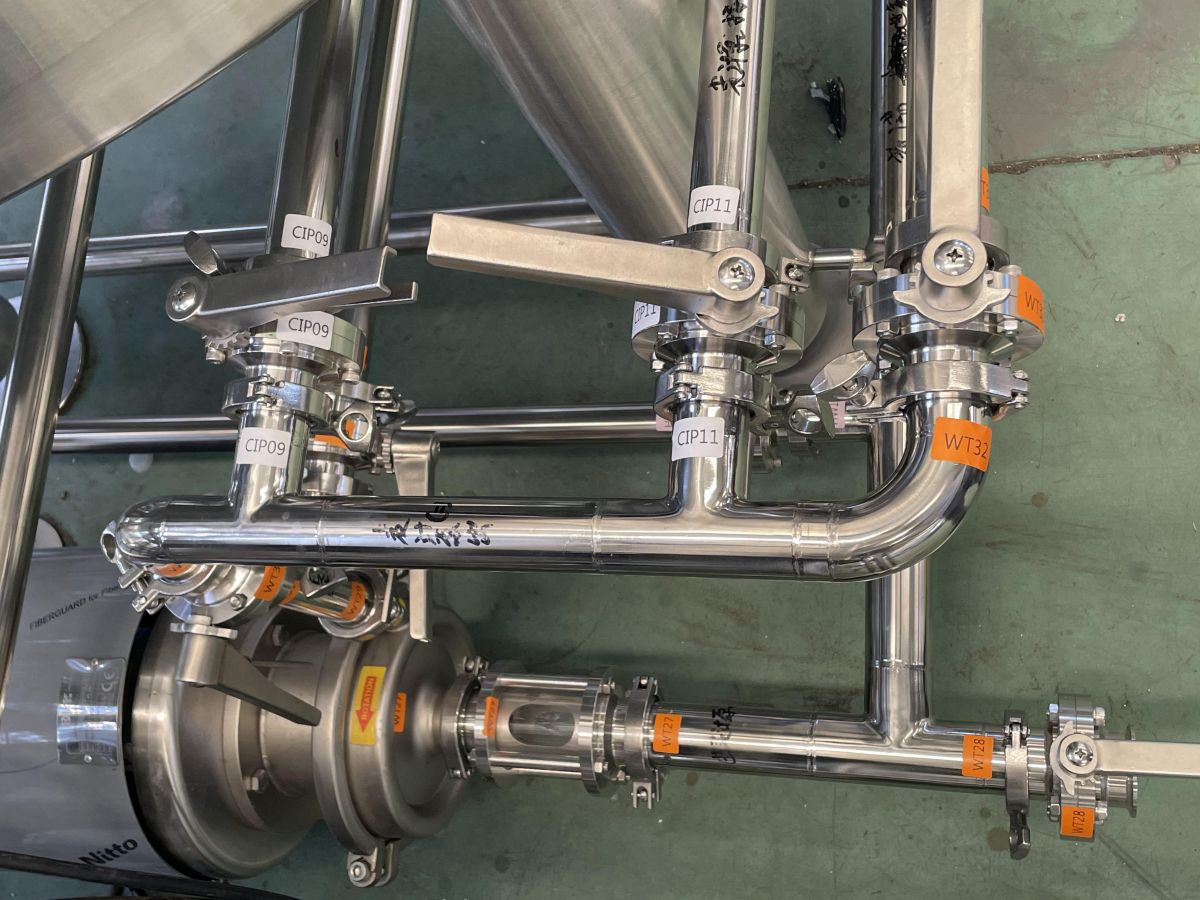
-Pakett: pärast silumise lõpetamist kleepime igale ühendusele ja torudele sildid, et neid oleks lihtne kohapeal paigaldada.Ja pakendas selle mullikile ja kokkupõrkevastase lapiga jne.
Kõik ventiilid ja liitmikud mähitakse kilega ja paak pakitakse võitoetatud vastavalt seadme mõõtmetele ja konteineri suurusele.




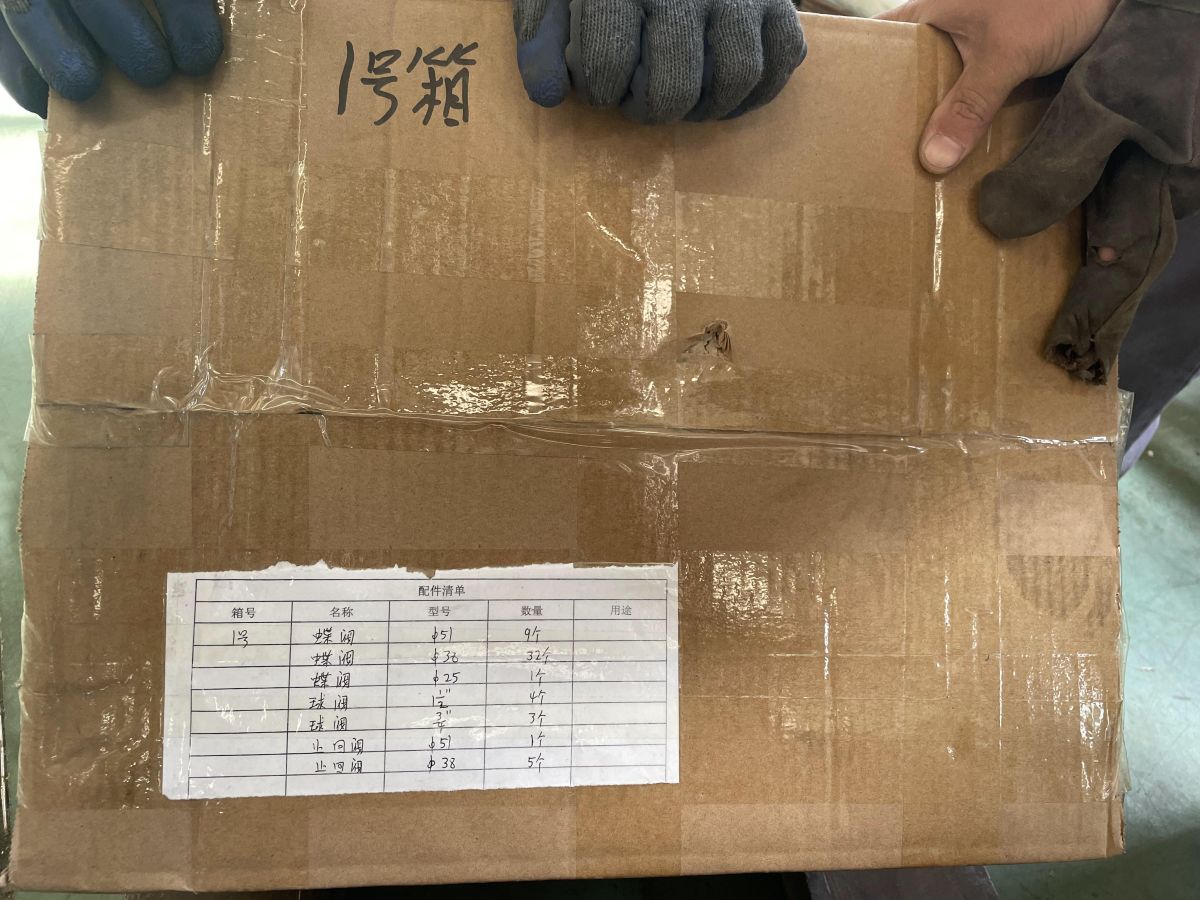
-Laadimine ja kohaletoimetamine: seadmed laaditakse pärast tarnekuupäeva ja laadimise kinnitamist.Kõik pakendid märgistatakse üksikasjalikult, millised tarvikud on sees ja saadetakse meie kliendile pärast kohaletoimetamist.

2. osa: mida me õlletehase kujundamiseks teeme?
2.1 Pruulikoda: sobib väga hästi teie pruulimissooviga.
Pruulikoja osa on kogu õlletehase kõige olulisem osa, mis on otseselt seotud virde ja õlle kvaliteediga.Pruulikoja kujundus peab järgima täpselt teie pruulimise retsepti, nt õlle keskmist gravitatsiooni/platot.Veenduge, et mash või lautering protsess saaks mõistliku aja jooksul lõpule viia.
Lauteri paak: näiteks 1000L õlletehase puhul on lauteripaagi läbimõõt 1400mm, kui virre on 13,5 kraadi, linnaste söötmiskogus on 220KG, seadmete kasutamise efektiivsus on 75% ja terakihi paksus on 290 mm;Kui virre on 16 platoot, on söödakogus 260 kg, paagi maht on 80% ja viljapõhja paksus on 340 mm.Selle eesmärk on tagada, et filtrikihi paksus vastaks pruulimisnõuetele, ei mõjutaks filtreerimiskiirust ja tagab tootmise efektiivsuse.Lõplik, et parandada väljundit ajaühiku kohta, vähendades filtreerimisaega.
Keetmiskann: veekeetja mahu disain põhineb 1360 liitrisel virrel enne keetmist ja kasutusmaht on 65%.Kuna Ameerikas on virde kontsentratsioon suhteliselt kõrgem, muutub vorm keemisel palju rikkalikuks.Keetmise ajal veekeetjast vahu väljavalgumise vältimiseks kasutame sundtsirkulatsiooni funktsiooni, et parandada aurustumiskiirust, et tagada aurustumiskiirus 8-10% ja parandada keemise intensiivsust.Veekeetjaga sunnitud tsirkulatsioon aitab suurendada aurustumist ning DMS-i olukorda ja sisu 30 ppm piires, see vähendab soojuskoormust ja tagab virde kroma stabiilsuse ning väldib virde Maillardi reaktsiooni.
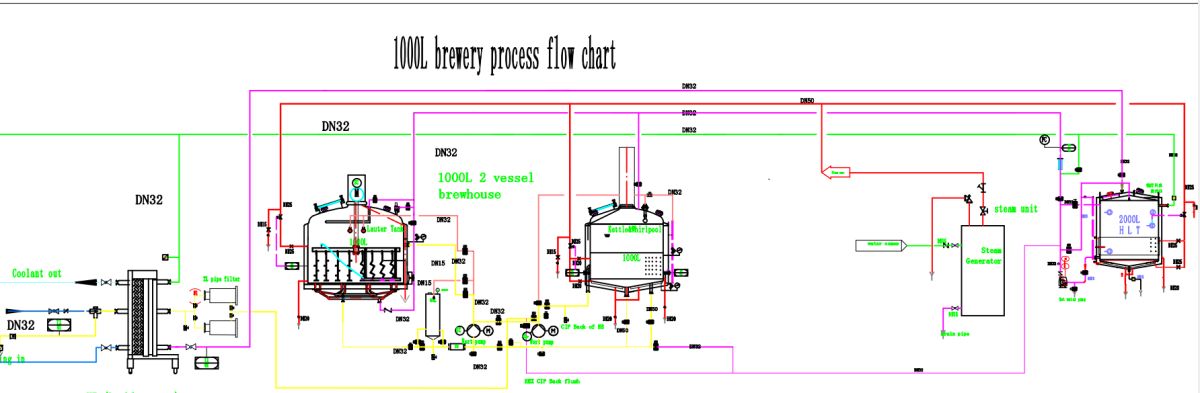
2.2 Õlletehase väiksem energiatarbimine
Kondensorisüsteem: keev veekeetja võtab kasutusele auru kondensatsiooni taastamise süsteemi, see aitab parandada vee taastumist ning säästa kogu õlletehase vee- ja elektritarbimist.Kuuma vee taaskasutamise temperatuur umbes 85 ℃ ja kuuma vee taaskasutamise võimsus 150 l iga partii kohta;See tähendab, et see säästab elektrienergiat 18 kW veetemperatuuri partii kohta vahemikus 25-85 ℃.
Virde jahuti: virde soojusvaheti pindala arvutatakse pruulimisprotsessi järgi ja jahutusprotsess lõpeb 30–40 minutiga ning kuuma vee temperatuur 85 ℃ pärast kuuevahetust, soojusvahetuse efektiivsus üle 95%.Sellega tagame maksimaalse energia taaskasutamise ja madalamad tootmiskulud.
2.3 Lihtne pruulimine ja hooldusprotsessi vähendamine
Konfigureeritud topeltsõel juhuks, kui klient teeb liiga humalat õlut.Seega anname hea garantii plaatsoojusvahetile, mis on puhastamisel kõige raskem.
Topeltpump on vajalik glükooliüksuse jaoks, mis tagab hea garantii, kui on vaja hooldust, iga pumpa saab hõlpsasti ümber lülitada, et tootmine jätkuks.
Konfigureeritud topeltjahuti, sama otstarbega nagu glükoolipump.
Glükoolipump kasutas konstantse rõhuga pumpa ja hoiab sama rõhku tervetes glükoolitorustikes, kaitseb soleniodklappi ja pikendab kasutusiga.
Kõik need detailid on mõeldud stabiilsemaks tööks kogu õlletehase ruunimisel ja annavad teile õlle valmistamise protsessis hea kogemuse.
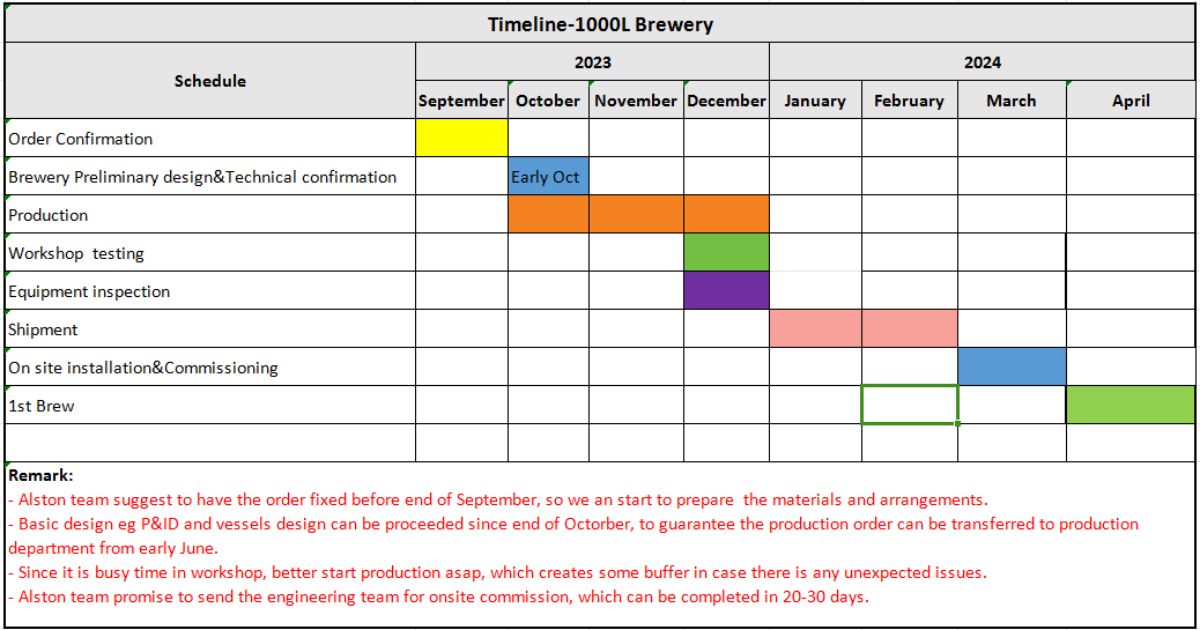
3. osa: milline on ettevalmistusaeg?
Tellimisprotsessi tühjendamiseks tegime nüüd õlletehase süsteemi ajaskaala, palun vaadake seda.
Loodame, et saame aidata teil planeerimisel täiusliku õlletehase üles ehitada.
Lõpuks loodame teiega peagi koostööd teha.Selle koostöö kaudu tunnete meie teenust ja väärtust.Lisaks sellele, et me peaksime ehitama teile täiusliku õlletehase, keskendume rohkem ka pikaajaliste koostöösuhete loomisele, et saavutada mõlema poole vahel mõlemale poolele kasulik olukord.
Täname aja eest.
Rõõmustage!
Postitusaeg: 18. september 2023